KBH Crusher
Effizientes Recycling und Wiederverwertung von Betonabfällen
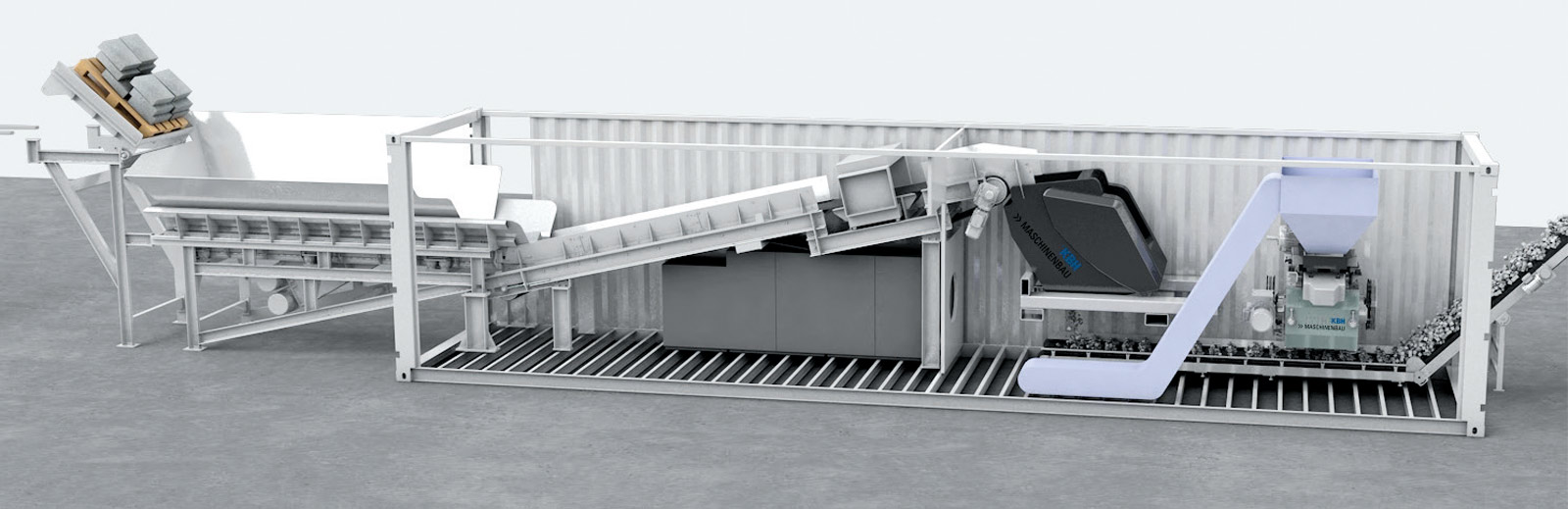
Der KBH CRUSHER bietet eine innovative Lösung zur Wiederverwertung von Betonabfällen direkt von der Qualitätskontrollstation, ohne Zwischenlagerung. Dieses kompakte, containerisierte System ermöglicht die direkte Rückführung des recycelten Materials in den Produktionsprozess und steigert so die Effizienz und Nachhaltigkeit. Dank flexibler Zuführungsoptionen und einer anpassbaren Brecherkonfiguration kann der KBH CRUSHER eine Vielzahl von Materialien, von Platten und Pflastersteinen bis hin zu Bordsteinen und Blockstufen, verarbeiten. Das System arbeitet automatisiert und erfordert keine zusätzlichen Arbeitskräfte.
Kurze Fakten
- Recycling-Prozess: Direktes Recycling ohne Zwischenlagerung
- Integration: Nahtlose Rückführung des zerkleinerten Materials in den Produktionsprozess
- Design: Kompakte Containerlösung mit separaten Bereichen für Beschickung und Brechung
- Materialverarbeitung: Unterstützt verschiedene Zuführmethoden wie Gabelstapler und Radlader
- Flexibilität: Ein- oder zweistufige Brechkonfigurationen für anpassbare Korngrößen
- Effizienz: Niedriger Energieverbrauch und geringe Verschleißkosten
Funktionsprinzip
Der KBH CRUSHER verwendet einen spezialisierten Backenbrecher, um Betonabfälle direkt von der Qualitätskontrollstation zu verarbeiten, ohne Zwischenlagerung. Das System kann in einer ein- oder zweistufigen Konfiguration betrieben werden, um unterschiedliche Korngrößen von 0-13 mm bis 0-4 mm zu erzeugen. Das zerkleinerte Material wird direkt in der Pflastersteinproduktion wiederverwendet. Es kann alle Arten von Steinen verarbeiten, von kleinen Steinen bis hin zu Bordsteinen und Blockstufen. Das kompakte, containerisierte System verfügt über ein Staubniederschlagung oder eine optionale Staubabsaugung, um eine saubere Arbeitsumgebung zu gewährleisten. Mit seinen flexiblen Zuführungsoptionen, einschließlich Kipptischen und Vibrationsrinnen, sorgt der KBH CRUSHER für einen kontinuierlichen Betrieb und hohe Durchsatzraten, bei gleichzeitig niedrigem Energiebedarf und geringen Verschleißkosten.
Warum den KBH CRUSHER wählen
- Direktes Recycling: Vereinfacht den Recyclingprozess, indem es die Zwischenlagerung eliminiert und die Abfallentsorgung vereinfacht.
- Kompaktes Design: Containerisierte Lösung, die sich leicht in bestehende Anlagen integrieren lässt.
- Vielseitigkeit: Kann eine Vielzahl von Materialien verarbeiten und anpassbare Korngrößen für verschiedene Anwendungen liefern.
- Kosteneffizienz: Geringer Energieverbrauch und Verschleißkosten sorgen für einen nachhaltigen Betrieb.
- Minimale Arbeitskräfte: Automatisiertes System, das keine zusätzlichen Arbeitskräfte erfordert.
Downloads
Fragen zum Produkt
Sie haben fragen zu unseren Produkten?
Unsere Produktmanager beantworten gerne alle Ihre Fragen unter
+49 (0) 8331 - 9503-15